 Mexico
Mexico

An unwritten law applies in hydraulics: cleanliness is often won dearly but squandered cheaply. While modern hydraulic components become ever more precise and have tolerances in the micrometre range, particles such as tiny pieces of metal swarf or a single grain of sand can have disastrous consequences.
Contamination caused through particle carry-over leads not only to malfunctions but often to a chain reaction of wear as well: a particle causes initial wear on the hydraulic pump, which in turn creates new metal particles. The particles trigger an unstoppable avalanche in the hydraulic system that ultimately leads to a total failure.
Reason enough to shine a closer light on the subject of cleanliness in hose lines in this HOW TO.
Check technical standards: ISO 16232 instead of ISO 4406
A common mistake in the industry is to use the wrong technical standard. The familiar ISO 4406 (or NAS 7) relates exclusively to hydraulic fluids. However, ISO 16232 (or VDA Volume 19) is determinant for the cleanliness of components such as hydraulic hose lines.
Among other things, this document defines cleanliness with the Component Cleanliness Code (CCC). The code indicates how many particles of a specific size are allowed to be present on a surface area of 1,000 cm². Since hose lines are available in different nominal diameters and lengths, test results expressed in accordance with the above procedure relating to a standard area (1,000 cm²) can be recalculated so that meaningful assessments can be made. The particle size is typically given in micrometres (µm), with 1 µm being a millionth of a metre or 0.001 mm.
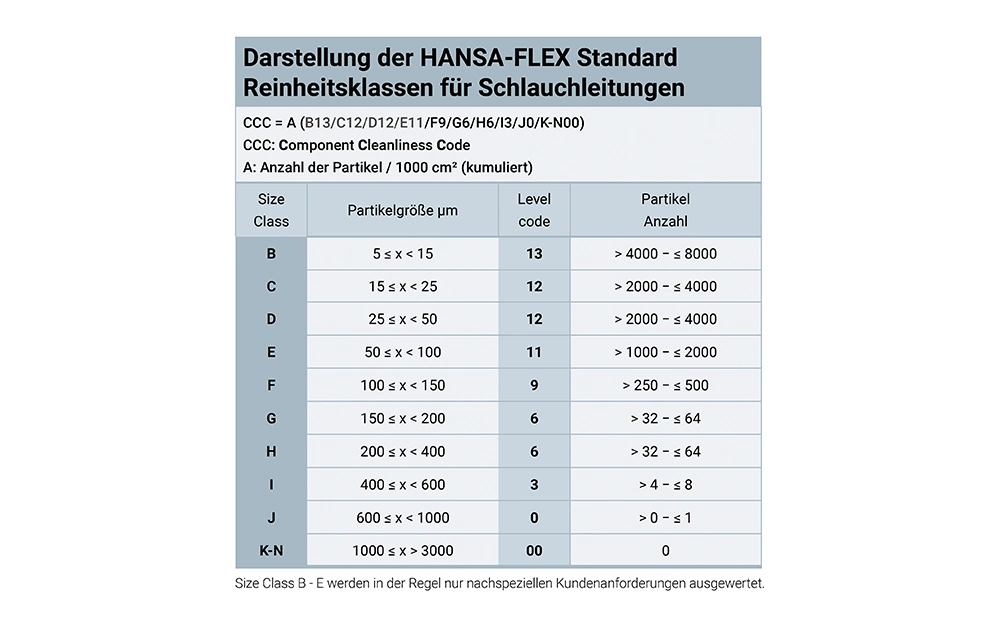
The cleanliness requirements specified in VDA Volume 19 (ISO 16232) allow for the determination of particle sizes ranging from 5 µm to 3000 µm.
Standardized size classes are used to represent particle size distributions. The specification is always length x width. Furthermore, a coded specification of particle size distributions (number of particles) is provided.
Example: In F9, a maximum of 500 particles in the size range between 100 and 150 µm are permitted. For comparison: A human hair is between 40 and 120 µm thick.
The HANSA‑FLEX standard: quality is never an optional extra
There is no fixed mandatory specification for the cleanliness of hydraulic hose lines in the technical standards. Hose lines made by different manufacturers can therefore have degrees of cleanliness that differ from one another because the standards are applied in different ways.
Based on numerous conversations with customers, HANSA‑FLEX has defined its own strict standard that covers approximately 95% of all customer requirements and can be cost-effectively implemented. HANSA‑FLEX hose lines leave the production floor with a degree of cleanliness of F9 to J0 / K-N00.
- F9 specifically means: a maximum of 250 to 500 particles in the size range 100 – 150 µm per 1,000 cm²
- The maximum particle size in the HANSA‑FLEX standard is mainly between 500 and 600 µm
- If requested and within the scope of technical feasibility, we can achieve even stricter degrees of cleanliness or meet specific requirements (e.g. metallic shiny particles only)
Clear guidelines for the manufacture of hose lines
As part of our quality assurance system, clearly defined processes for the manufacture and with that for the cleanliness of hose lines apply at HANSA‑FLEX. For example, crimp nipples may not be screwed in but must be inserted to avoid abrasive wear creating rubber particles. It does not matter whether a hose line is serially produced in Bremen, in the branch or by the mobile Rapid Hydraulic Service. Special cleaning projectiles are shot through the cut-to-length and, if necessary, peeled hose material from both sides. In order to achieve the required cleanliness, a new cleaning projectile is used for every cleaning process. Some suppliers clean hose lines in one direction only, something which we at HANSA‑FLEX do not consider to be adequate. The reason being that it is precisely at the two cut ends where material resulting from cutting the hose is deposited. After cleaning the hose, the fittings are inserted, crimped to create the hose lines and finally sealed with dust-proof caps.
Strict quality assurance
In order to ensure the high HANSA‑FLEX standard, random hose lines are taken from series production every month and tested for their cleanliness in the laboratory. The testing process begins with the preparation of the filter membrane and the extraction of the particles using a special test liquid. Then the filter membrane is dried. The residual contamination content is determined by weighing the filter membrane (gravimetry). The evaluation of particle sizes and particle types is done with a special light microscope in accordance with ISO 16232 and the support of computer software. It is particularly important to distinguish between metallic shiny particles and non-shiny particles. The final 10% of the evaluation is manually checked in order to avoid errors due to overlapping particles or incorrect classification.
HOW TO: How to preserve the integrity of the cleanliness chain
The cleanest hose line is of little benefit if it becomes contaminated during assembly. These tips will help you safeguard cleanliness in your hydraulic system.
Storage: protection, not just safekeeping
Not on the floor! Never store hose lines close to the floor. Dust and other particles swirling around due to draughts and the movements of fork-lift trucks settle close to the floor.
Storage solutions such as the HANSA‑FLEX Kanban systems in which hose lines are stored hung up offer good protection against dirt.
No bulk goods: do not store screw fittings in open containers; keep them in their dust-tight packaging. However, if components are stored in the open, clean them with a compressed air gun before installation.
- Do not store in the open. Store in dust-tight packaging as much as possible, do not remove end caps until just before assembly and then not all at once
The environment: establish cleanliness zones
A well-designed spatial separation plan is absolutely essential for clean assembly. Always assemble hose lines far away from work activities that generate dust or swarf, such as grinding, turning or welding.
Ensure your workplace is clean. Avoid areas close to open doors or where forklift trucks run, because draughts cause particles to swirl up off the floor.
3-step cleaning on site: when you replace hose lines outdoors, proceed as described above. Remove coarse contaminants from entire surfaces first then, if possible, clean the hoses with projectiles.
Tool and assembly: cleanliness requires discipline
Components stored openly, such as fittings, adapters etc. must first be cleaned with compressed air.
Clean tool: contaminated wrenches transfer dirt directly to the sealing edges
Clean gloves: gloves are in direct contact with the hose line. Do not wait until your gloves are damaged before replacing them; do it as soon as they become dirty. A clean pair of gloves in dust-tight packaging should be readily available at every workplace.
No calamities with cleaning cloths: never use cotton cloths that could shed a lot of lint. Always use lint-free industrial cleaning cloths.
No particle magnets: connections are often prepared by applying a couple of drops of oil. Thin brushes or sponges become particle magnets over time. Replace them regularly.
Oil: filtering is a must
When filling a plant or equipment with hydraulic oil, this should always be run through a filter system (at least 10 µm) because the defined standard cleanliness of oils is often not achieved.
Avoid the bottom of the barrel: never forget that dirt deposits may build up in the bottom of large containers such as barrels.
Awareness: knowledge trumps all
Have a named person responsible for the issue of cleanliness. Only when employees understand how invisible particles can destroy a hydraulic system will the cleanliness chain remain robust.

Do not remove the end caps until immediately before installation. Do not remove all the end caps at once during preparation.
-

Burkhard Spille
Product Engineering Consultant


